A New Vision - The Potential For Coal Gasification And Coal Chemical Industry Development In Mongolia
Introduction
Gasification is a process through which coal can be transformed into power, chemicals, hydrogen and transportation fuels, capturing the resulting carbon by-product from the coal for sequestration or for enhanced oil recovery.
Currently, the main markets for gasification, as judged by analysis of current and planned projects, are:
Electric Power
Chemicals
Liquids fuels (or coal-to-liquids, primarily transportation fuels)
Gaseous fuels (synthetic natural gas or hydrogen H2, for example)
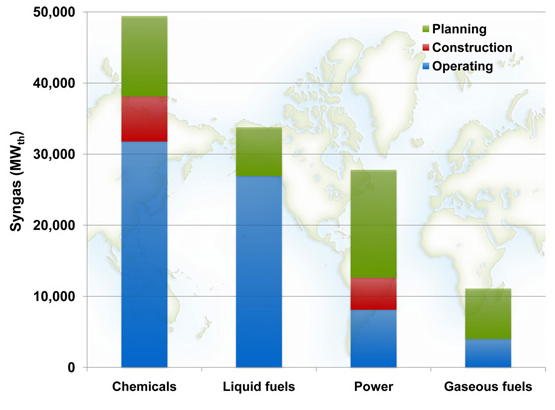
Figure 1. World Gasification Capacity and Planned Growth - by Product

Source: U.S. Department of Energy
Compared to other technologies that either produce the same products or use the same feed stocks, gasification has several advantages that make it an attractive technology both now and for the future.
According to the U.S. Department of Energy, the major advantages include:
Product flexibility - A variety of commodities can be produced from synthesis gas (syngas), the primary product of gasification. Prominent among these are methanol, and ammonia, both of which are important as key building blocks for further chemical synthesis.
Low Emission - Gasification systems can achieve dramatic lower emissions levels, as the syngas produced is at higher temperature and pressure, which allows for easier removal of sulfur (SOX), nitrous oxides (NOX) and lends itself to efficient carbon dioxide (CO2) removal as well.
Feedstock Flexibility - Several gasification plant designs have been developed to accommodate various grades of coal in addition to waste and biomass. The main feedstock could be lignite coal, the lowest end of coal with high moisture content, which is typically burned in power plants for electrical production.
High Efficiency - Steam produced by the gasification process can often be effectively integrated to meet a chemical plant needs, increasing efficiency. Integrated gasification combined cycle (IGCC) power plants offer efficiencies better than other coal power plants.
New Coal Chemical Industry: Stable Application
The coal chemical industry can be divided into traditional coal chemical and new coal chemical industries. The former mainly includes production of synthetic ammonia, coke, calcium carbide and other sub-sectors, while the new coal chemical industry produces petroleum substitutes, including ethylene glycol, oil, olefins, etc.
Figure 2. New Coal chemical industry supply chain

Source: Prophecy Coal Corp.
Of the "coal-to-" processes, coal-to-chemicals is potentially the most stable, having been demonstrated by several projects to be:
1. Profitable - Many chemicals are high-value products, and gasification provides the option of using relatively inexpensive coal to produce them. Modern coal chemical products such as those listed above are also the commodity products from traditional petrochemicals, with the same product quality and downstream usage. Bank of China securities estimated that when oil prices are above $60/barrel, modern coal chemical are feasible from a project economics point of view.
On July 18 2012, WTI oil climbed above $90/barrel for the first time since May, which provides good opportunities for the development of a cost competitive coal chemical industry, and then to realize the supplement and partial substitute for oil resources.
2. Reliable - Coal-to-chemicals technology is seeing a large market growth, especially in China, indicating confidence in the technology. The quickly growing Chinese economy has given rise to a number of coal-to-chemical facilities. According to the U.S. National Energy Technology Laboratory, there are currently 34 such facilities in operation, with six slated to come online and many planned for the near future.
Other Applications
Coal-to-oil: Some pilot projects (including those of China Shenhua) are already able to run on a large scale. According to the China International Capital Corporation (CICC) point of view, coal-to-oil conversion is more likely to be just a technologically strategic move, and investors should not have high expectations for massive production in the near term.
Coal-to-natural gas: Coal-to-natural gas will likely be an important alternative to LPG and conventional natural gas because of the advantages. 1) Higher energy conversion efficiency of coal-gas; 2) water consumption is relatively small in the coal chemical industry.
The production of chemicals from coal through gasification has already carved out a share of the chemicals market. One important example is the production of methanol, of which 9% worldwide is produced by gasification (Gasification, Higman C., Van der Burgt M., 2003).
Three Drivers for New Coal Chemical Industry Development in Mongolia
1. Abundant coal resources, providing the low price coal feed
Due to insufficient oil and natural gas, coal is and will remain Mongolia's primary energy resource. According to the Ministry of Fuel and Energy Mongolia, the country has abundant coal reserves over 150 billion tons (the world's third largest) and can produce cost competitive coal by large-scale open-pit mining.
Figure 3. Preliminary estimates of production volumes from the major mines in Southern Mongolia

Source: World Bank report - Southern Mongolia Infrastructure Strategy
2. Surging demand for energy and chemical products
Forced to import virtually all of its refined oil products and frequently facing chronic fuel shortages, Mongolia plans to start building an oil refinery early next year in an effort to meet domestic demand and reduce dependence on neighboring Russia for energy supplies.
In the meantime, Mongolia faces growing demand for chemical products imported from China and Russia, like ammonia-based fertilizers and methanol, for direct use and as a building block in other chemical syntheses.
3. Government policy and support
According to the Fuel Policy and Regulation Department of the Ministry of Fuel and Energy Mongolia, the government coal policy is "aimed to provide national security and sustainable development of Mongolia by introducing economic and environmental friendly clean coal technology and production such as coal liquefaction, coal gasification and coal-chemical industry development."
The Mongolian government has been intending to limit fossil fuel imports for quite some time, and instead, to increasingly utilize its abundant domestic coal deposits. As a primary measure, the Mongolian government intends to build a coal-to-liquids plant in Mongolia to produce synthetic fuels from coal. In April 2012, the Mongolian government signed a Memorandum of Understanding (MOU) with Germany's ThyssenKrupp Uhde to implement a Coal-to-Liquid plant (CTL). The project's total cost is estimated to be EUR1.7bn (USD 2.1Bn), and the plant's annual production capacity will be 1 million tonnes of gasoline and diesel, and 275,000 tonnes of liquid gas using 6 million tonnes of brown coal, according to Eurasia Capital.
Challenges for Development
1. Transportation
Carrying more than 90% of freight, the Mongolian railway system is 1815 km long, of which 1,100 km are the main lines linking Russia to China. With the additional new prospect of transporting significant mining output to China, there is some concern that the existing single track railway linking Russia to China through Ulaanbaatar might not have sufficient capacity. The Government of Mongolia has been seeking to build a strong logistics network to enhance the country's competitiveness, and has been taking steps to enhance trade facilitation.
2. Technologically intensive
Most cutting-edge chemical production technologies are more complex than that found in the traditional petrochemical industry. New coal chemical technology has been developing rapidly in recent years, but have not fully matured as yet. According to CICC, experiences from the operational performance of demonstration coal chemical projects in China, show the technology is getting more mature in such order: coal to ethylene glycol->indirect coal liquefaction ->coal to natural gas-> coal to olefins.
Figure 4. Worldwide commercial coal chemical projects

Source: CICC
3. Resource intensive
Coal chemical production requires a great amount of coal and water. Mongolia has tremendous coal resources, but an uneven distribution of water -- the north has significant sources, while the south is desert. All surface water in Mongolia is covered by ice for about six months a year, and so groundwater is the primary source of water supply for major urban and industrial centers. Having adequate groundwater is crucial in coal chemical plant capacity design and site selection.
Figure 5. Current China coal chemical projects unit consumption by products (tons/tons, tons/'000 Mn cubic meters)
Source: CICC
4. Capital intensive
The coal chemical industry is rather capital intensive and dependent on economies of scale, with most application project capital cost amounting to billions of dollars.
Figure 6. New coal chemical industry forecast capital cost per unit capacity
(US$ Mm/'0000 tonnes, US$ Mm/'000 million cubic meters)
Source: China Sealand Securities
Without enough domestic funds to develop the coal chemical industry, Mongolia needs to attract the financial strength of international coal and chemical companies to tap into in this sector.
Investment Vehicles
North American investors can share the gain of the new coal chemical industry emerging in Mongolia by gaining the exposure to the stock of the publicly listing companies that have dedicate themselves to the coal chemical development in Mongolia. Such companies include ThyssenKrupp Uhde (TYEKF.PK), KBR (KBR), Fluor (FLR), GE Energy (GE), Siemens Energy (SI) and Prophecy Coal Corp. (PRPCF.PK).
(Declare: I have no positions in stocks for the companies listed above, and no plans to initiate any positions within the next 1 month).
Conclusion
Mongolia's burgeoning coal chemical industry is in an inevitable trend of development, and it is one that will take full advantage of the country's abundant coal resources, reduce its imports of energy and satisfy the surging demand for chemicals from China and Russia.
Healthy and orderly development is needed for this industry, giving full consideration to the resources and environment carrying capacity, with a steady to moderate push into the development process to achieve the goal of economic benefits and environmental carrying balance.
Leo Liu is a private investor and currently holds the position of Investor Relations Officer with Prophecy Coal Corp. (PRPCF.PK) and Prophecy Platinum Corp.
Disclaimer: The views expressed in this article are those of the author and may not reflect those of Prophecy Coal Corp. Neither Prophecy Coal Corp. nor the author can guarantee accuracy of all information provided. This article is strictly for informational purposes only. It is not a solicitation to make any exchange in precious metal products, commodities, securities or other financial instruments. Prophecy Coal Corp. and the author of this article do not accept culpability for losses and/ or damages arising from the use of this publication.
Leo Liu
Gasification is a process through which coal can be transformed into power, chemicals, hydrogen and transportation fuels, capturing the resulting carbon by-product from the coal for sequestration or for enhanced oil recovery.
Currently, the main markets for gasification, as judged by analysis of current and planned projects, are:
Electric Power
Chemicals
Liquids fuels (or coal-to-liquids, primarily transportation fuels)
Gaseous fuels (synthetic natural gas or hydrogen H2, for example)
Figure 1. World Gasification Capacity and Planned Growth - by Product
Source: U.S. Department of Energy
Compared to other technologies that either produce the same products or use the same feed stocks, gasification has several advantages that make it an attractive technology both now and for the future.
According to the U.S. Department of Energy, the major advantages include:
Product flexibility - A variety of commodities can be produced from synthesis gas (syngas), the primary product of gasification. Prominent among these are methanol, and ammonia, both of which are important as key building blocks for further chemical synthesis.
Low Emission - Gasification systems can achieve dramatic lower emissions levels, as the syngas produced is at higher temperature and pressure, which allows for easier removal of sulfur (SOX), nitrous oxides (NOX) and lends itself to efficient carbon dioxide (CO2) removal as well.
Feedstock Flexibility - Several gasification plant designs have been developed to accommodate various grades of coal in addition to waste and biomass. The main feedstock could be lignite coal, the lowest end of coal with high moisture content, which is typically burned in power plants for electrical production.
High Efficiency - Steam produced by the gasification process can often be effectively integrated to meet a chemical plant needs, increasing efficiency. Integrated gasification combined cycle (IGCC) power plants offer efficiencies better than other coal power plants.
New Coal Chemical Industry: Stable Application
The coal chemical industry can be divided into traditional coal chemical and new coal chemical industries. The former mainly includes production of synthetic ammonia, coke, calcium carbide and other sub-sectors, while the new coal chemical industry produces petroleum substitutes, including ethylene glycol, oil, olefins, etc.
Figure 2. New Coal chemical industry supply chain
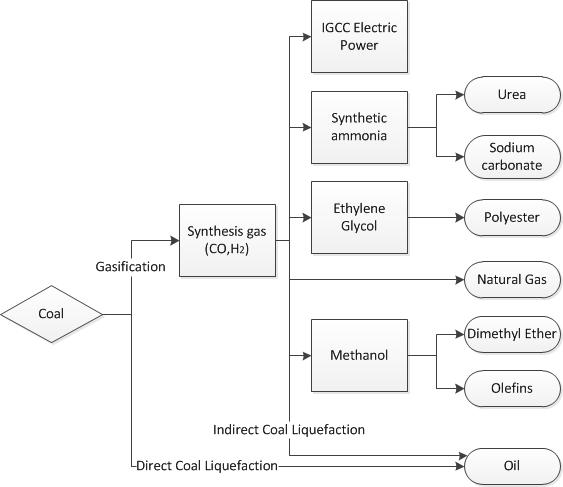
Source: Prophecy Coal Corp.
Of the "coal-to-" processes, coal-to-chemicals is potentially the most stable, having been demonstrated by several projects to be:
1. Profitable - Many chemicals are high-value products, and gasification provides the option of using relatively inexpensive coal to produce them. Modern coal chemical products such as those listed above are also the commodity products from traditional petrochemicals, with the same product quality and downstream usage. Bank of China securities estimated that when oil prices are above $60/barrel, modern coal chemical are feasible from a project economics point of view.
On July 18 2012, WTI oil climbed above $90/barrel for the first time since May, which provides good opportunities for the development of a cost competitive coal chemical industry, and then to realize the supplement and partial substitute for oil resources.
2. Reliable - Coal-to-chemicals technology is seeing a large market growth, especially in China, indicating confidence in the technology. The quickly growing Chinese economy has given rise to a number of coal-to-chemical facilities. According to the U.S. National Energy Technology Laboratory, there are currently 34 such facilities in operation, with six slated to come online and many planned for the near future.
Other Applications
Coal-to-oil: Some pilot projects (including those of China Shenhua) are already able to run on a large scale. According to the China International Capital Corporation (CICC) point of view, coal-to-oil conversion is more likely to be just a technologically strategic move, and investors should not have high expectations for massive production in the near term.
Coal-to-natural gas: Coal-to-natural gas will likely be an important alternative to LPG and conventional natural gas because of the advantages. 1) Higher energy conversion efficiency of coal-gas; 2) water consumption is relatively small in the coal chemical industry.
The production of chemicals from coal through gasification has already carved out a share of the chemicals market. One important example is the production of methanol, of which 9% worldwide is produced by gasification (Gasification, Higman C., Van der Burgt M., 2003).
Three Drivers for New Coal Chemical Industry Development in Mongolia
1. Abundant coal resources, providing the low price coal feed
Due to insufficient oil and natural gas, coal is and will remain Mongolia's primary energy resource. According to the Ministry of Fuel and Energy Mongolia, the country has abundant coal reserves over 150 billion tons (the world's third largest) and can produce cost competitive coal by large-scale open-pit mining.
Figure 3. Preliminary estimates of production volumes from the major mines in Southern Mongolia
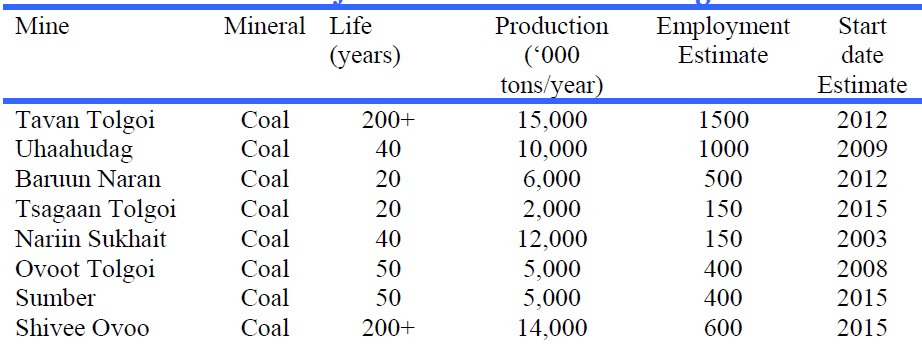
Source: World Bank report - Southern Mongolia Infrastructure Strategy
2. Surging demand for energy and chemical products
Forced to import virtually all of its refined oil products and frequently facing chronic fuel shortages, Mongolia plans to start building an oil refinery early next year in an effort to meet domestic demand and reduce dependence on neighboring Russia for energy supplies.
In the meantime, Mongolia faces growing demand for chemical products imported from China and Russia, like ammonia-based fertilizers and methanol, for direct use and as a building block in other chemical syntheses.
3. Government policy and support
According to the Fuel Policy and Regulation Department of the Ministry of Fuel and Energy Mongolia, the government coal policy is "aimed to provide national security and sustainable development of Mongolia by introducing economic and environmental friendly clean coal technology and production such as coal liquefaction, coal gasification and coal-chemical industry development."
The Mongolian government has been intending to limit fossil fuel imports for quite some time, and instead, to increasingly utilize its abundant domestic coal deposits. As a primary measure, the Mongolian government intends to build a coal-to-liquids plant in Mongolia to produce synthetic fuels from coal. In April 2012, the Mongolian government signed a Memorandum of Understanding (MOU) with Germany's ThyssenKrupp Uhde to implement a Coal-to-Liquid plant (CTL). The project's total cost is estimated to be EUR1.7bn (USD 2.1Bn), and the plant's annual production capacity will be 1 million tonnes of gasoline and diesel, and 275,000 tonnes of liquid gas using 6 million tonnes of brown coal, according to Eurasia Capital.
Challenges for Development
1. Transportation
Carrying more than 90% of freight, the Mongolian railway system is 1815 km long, of which 1,100 km are the main lines linking Russia to China. With the additional new prospect of transporting significant mining output to China, there is some concern that the existing single track railway linking Russia to China through Ulaanbaatar might not have sufficient capacity. The Government of Mongolia has been seeking to build a strong logistics network to enhance the country's competitiveness, and has been taking steps to enhance trade facilitation.
2. Technologically intensive
Most cutting-edge chemical production technologies are more complex than that found in the traditional petrochemical industry. New coal chemical technology has been developing rapidly in recent years, but have not fully matured as yet. According to CICC, experiences from the operational performance of demonstration coal chemical projects in China, show the technology is getting more mature in such order: coal to ethylene glycol->indirect coal liquefaction ->coal to natural gas-> coal to olefins.
Figure 4. Worldwide commercial coal chemical projects
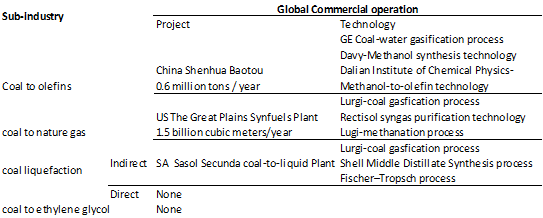
Source: CICC
3. Resource intensive
Coal chemical production requires a great amount of coal and water. Mongolia has tremendous coal resources, but an uneven distribution of water -- the north has significant sources, while the south is desert. All surface water in Mongolia is covered by ice for about six months a year, and so groundwater is the primary source of water supply for major urban and industrial centers. Having adequate groundwater is crucial in coal chemical plant capacity design and site selection.
Figure 5. Current China coal chemical projects unit consumption by products (tons/tons, tons/'000 Mn cubic meters)
Application | Standard Coal Consumption | Water Consumption | CO2 Emission |
Indirect coal liquefaction | 4.39 | 13 | 5 |
Coal to olefins | 6.68 | 33 | 5.5 |
Coal to ethylene glycol | 2.55 | 14 | 2 |
Coal to nature gas | 2.83 | 6.58 | 2.5 |
Source: CICC
4. Capital intensive
The coal chemical industry is rather capital intensive and dependent on economies of scale, with most application project capital cost amounting to billions of dollars.
Figure 6. New coal chemical industry forecast capital cost per unit capacity
(US$ Mm/'0000 tonnes, US$ Mm/'000 million cubic meters)
Source: China Sealand Securities
Without enough domestic funds to develop the coal chemical industry, Mongolia needs to attract the financial strength of international coal and chemical companies to tap into in this sector.
Investment Vehicles
North American investors can share the gain of the new coal chemical industry emerging in Mongolia by gaining the exposure to the stock of the publicly listing companies that have dedicate themselves to the coal chemical development in Mongolia. Such companies include ThyssenKrupp Uhde (TYEKF.PK), KBR (KBR), Fluor (FLR), GE Energy (GE), Siemens Energy (SI) and Prophecy Coal Corp. (PRPCF.PK).
(Declare: I have no positions in stocks for the companies listed above, and no plans to initiate any positions within the next 1 month).
Conclusion
Mongolia's burgeoning coal chemical industry is in an inevitable trend of development, and it is one that will take full advantage of the country's abundant coal resources, reduce its imports of energy and satisfy the surging demand for chemicals from China and Russia.
Healthy and orderly development is needed for this industry, giving full consideration to the resources and environment carrying capacity, with a steady to moderate push into the development process to achieve the goal of economic benefits and environmental carrying balance.
Leo Liu is a private investor and currently holds the position of Investor Relations Officer with Prophecy Coal Corp. (PRPCF.PK) and Prophecy Platinum Corp.
Disclaimer: The views expressed in this article are those of the author and may not reflect those of Prophecy Coal Corp. Neither Prophecy Coal Corp. nor the author can guarantee accuracy of all information provided. This article is strictly for informational purposes only. It is not a solicitation to make any exchange in precious metal products, commodities, securities or other financial instruments. Prophecy Coal Corp. and the author of this article do not accept culpability for losses and/ or damages arising from the use of this publication.
Leo Liu
0 Response to " A New Vision - The Potential For Coal Gasification And Coal Chemical Industry Development In Mongolia"
Post a Comment